Наша технология
У нас именно линия по производству рамок, а не ручная работа на "циркулярках" – это накладывает определенные требования к исходному сырью. Доски должны быть обязательно сухими, так как незакристаллизованная смола в сосне приводит к налипанию последней на режущие кромки инструментов. Доска не должна быть гнилой и не иметь обзола.
Все доски без исключения укладываются в ровные штабеля на трековые тележки. Каждый ряд досок разделён откалиброванными деревянными прокладками. Чтобы не образовывались между прокладками плесень и грибки, сами прокладки обработаны антисептиком.
Доски сушатся в течение 7-14 дней, в зависимости от толщины и изначальной влажности загружаемого пиломатериала.
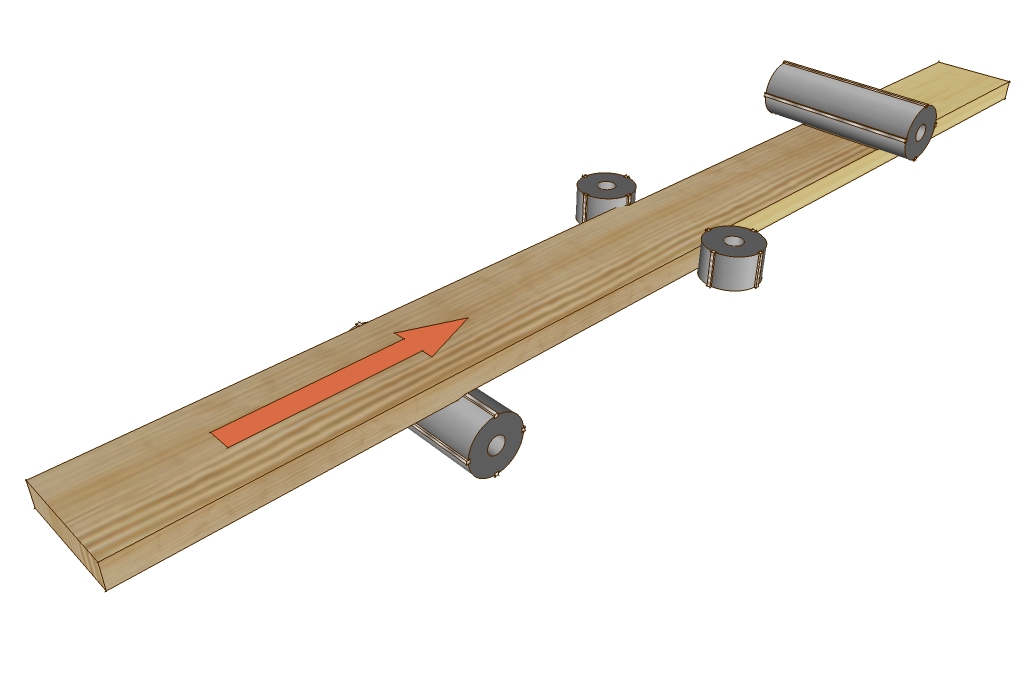
После сушилки доски обязательно строгаются до необходимой толщины и ширины на 4-х стороннем станке. Так как у нас промышленная линия, то на всех станках подаются заготовки строго определенной ширины – 162 мм. После калибровки мы получаем доски шириной 162 мм, толщиной 37 мм для боковых планок рамки, 25 мм для низов и 22 мм для верхних планок.
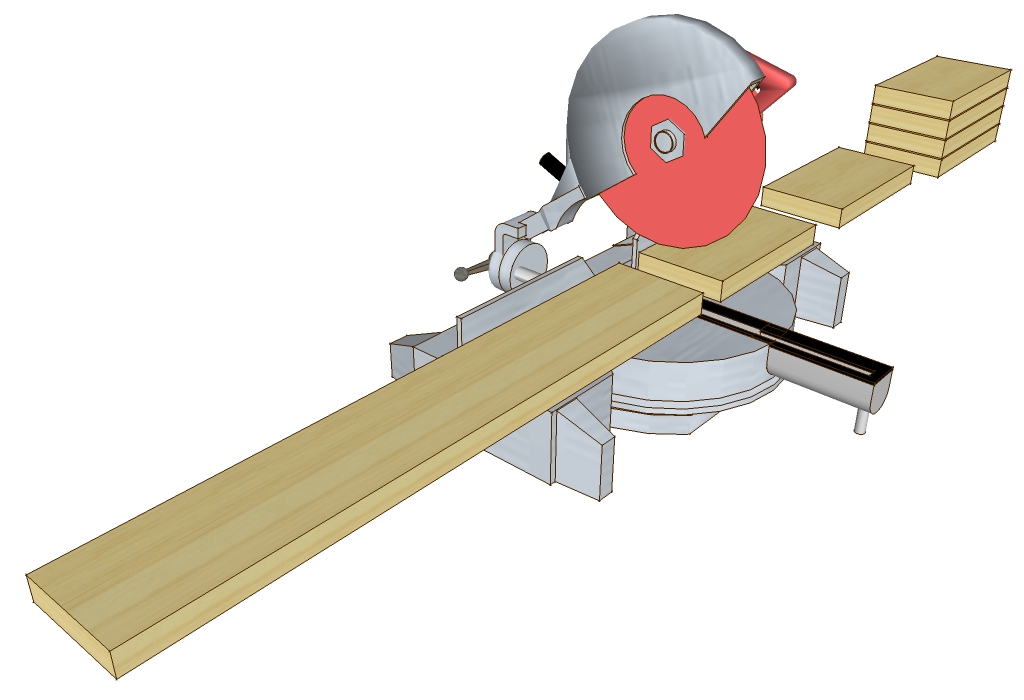
Далее все высушенные и уже простроганные доски поступают на торцовку – здесь они разрезаются на заготовки нужной нам длины. Для боковых планок – это 300 мм (230 или 145 мм), для нижних планок – 415 мм, а для верхов – 470 мм. Из досок вырезаются гнилые сучки, огромные сучки и различные дефекты древесины (гниль, кора, большие трещины и т.д.).
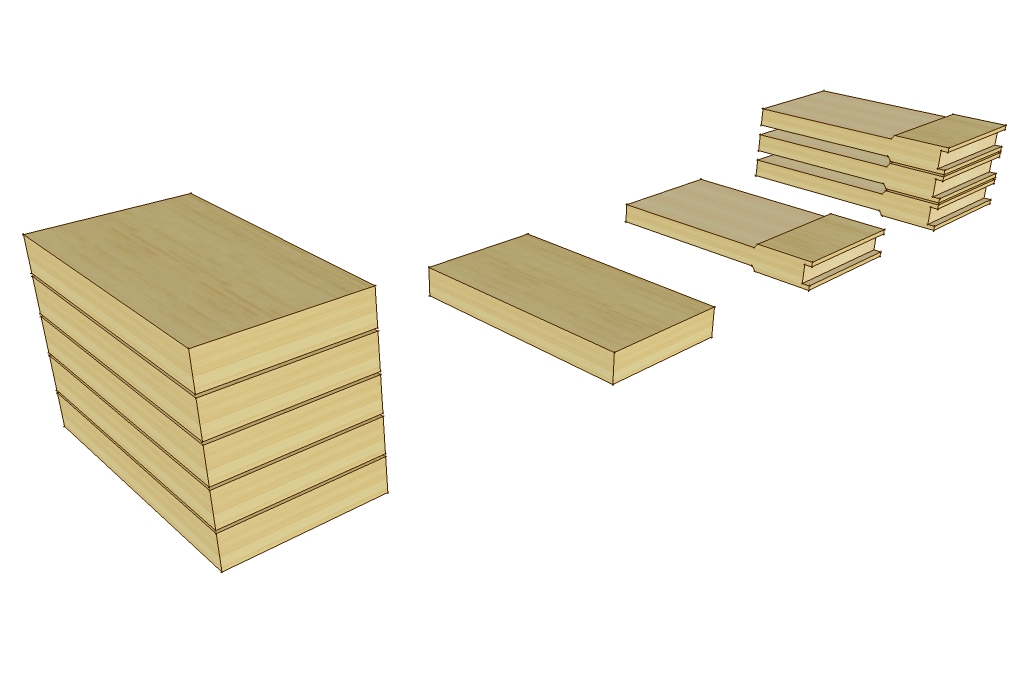
Для верхов и боковых планок полученные заготовки фрезеруются на специализированных фрезерах. Размеры на станках выставлены заранее, и для обработки заготовок вмешательства человека не требуется. За счет этого достигается высокая повторяемость и точность изготовления заготовок.
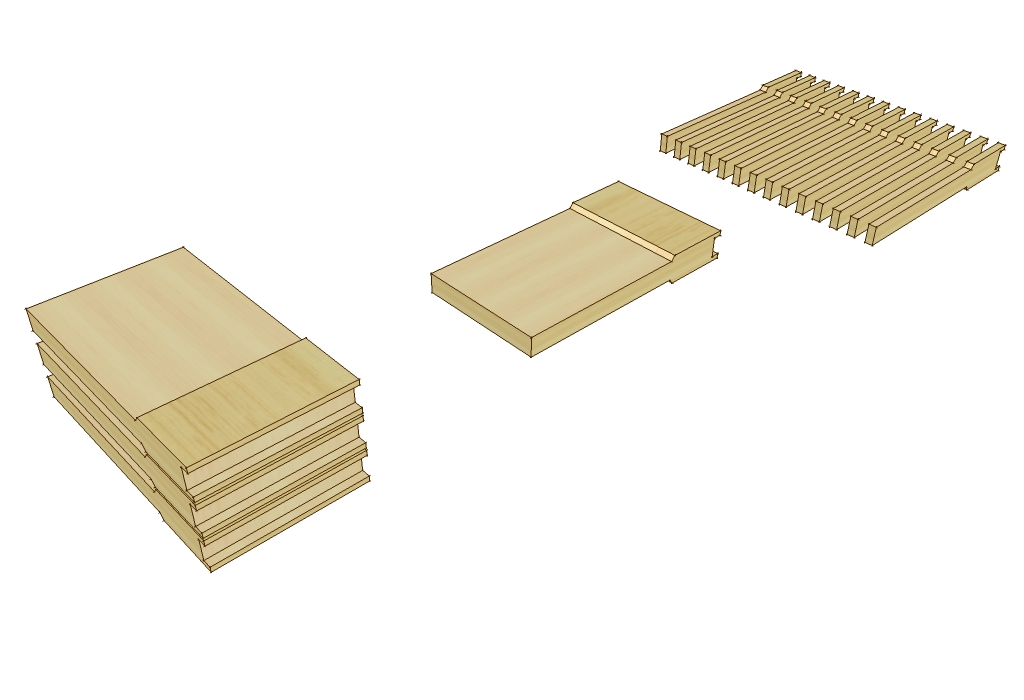
Заключительной стадией производства рамок является распиловка полностью готовых заготовок на многопиле. Этот многопил является уникальным в своем роде станком. На нем установлены пилы фирмы Leuco, изготовленные по специальному заказу для этих станков, со сверхтонким пропилом – его ширина всего лишь 1,2 мм. Такой пропил обеспечивает колоссальную экономию древесины за счет уменьшения количества опилок. Ведь даже с таким пропилом при распиловке заготовки для боковых планок на 14 боковушек мы получаем общую ширину пропила ЦЕЛЫХ 18 мм. Вы только вдумайтесь в эту цифру! При ширине заготовки 162 мм целых 18 мм выкидывается просто так в виде опилок. А что было бы, если мы ставили пилы со стандартной шириной пропила (2-4 мм)?!
После всех станков полученные части рамок отправляются на сортировку и упаковку. Планки которые сломаны, имеют трещины, неприемлемые дефекты древесины и отклонения от размеров – просто выбрасываются. Во второй сорт попадают изделия с сучками, не приводящими к поломке, и незначительными отклонениями размеров. В первый же сорт попадают изделия с минимальными отклонениями от размеров (до 0,5 мм) без сучков и трещин.
Дополнительно мы можем сделать отверстия в боковых планках рамок.
Все доски без исключения укладываются в ровные штабеля на трековые тележки. Каждый ряд досок разделён откалиброванными деревянными прокладками. Чтобы не образовывались между прокладками плесень и грибки, сами прокладки обработаны антисептиком.
Доски сушатся в течение 7-14 дней, в зависимости от толщины и изначальной влажности загружаемого пиломатериала.

После сушилки доски обязательно строгаются до необходимой толщины и ширины на 4-х стороннем станке. Так как у нас промышленная линия, то на всех станках подаются заготовки строго определенной ширины – 162 мм. После калибровки мы получаем доски шириной 162 мм, толщиной 37 мм для боковых планок рамки, 25 мм для низов и 22 мм для верхних планок.
Далее все высушенные и уже простроганные доски поступают на торцовку – здесь они разрезаются на заготовки нужной нам длины. Для боковых планок – это 300 мм (230 или 145 мм), для нижних планок – 415 мм, а для верхов – 470 мм. Из досок вырезаются гнилые сучки, огромные сучки и различные дефекты древесины (гниль, кора, большие трещины и т.д.).
Для верхов и боковых планок полученные заготовки фрезеруются на специализированных фрезерах. Размеры на станках выставлены заранее, и для обработки заготовок вмешательства человека не требуется. За счет этого достигается высокая повторяемость и точность изготовления заготовок.
Заключительной стадией производства рамок является распиловка полностью готовых заготовок на многопиле. Этот многопил является уникальным в своем роде станком. На нем установлены пилы фирмы Leuco, изготовленные по специальному заказу для этих станков, со сверхтонким пропилом – его ширина всего лишь 1,2 мм. Такой пропил обеспечивает колоссальную экономию древесины за счет уменьшения количества опилок. Ведь даже с таким пропилом при распиловке заготовки для боковых планок на 14 боковушек мы получаем общую ширину пропила ЦЕЛЫХ 18 мм. Вы только вдумайтесь в эту цифру! При ширине заготовки 162 мм целых 18 мм выкидывается просто так в виде опилок. А что было бы, если мы ставили пилы со стандартной шириной пропила (2-4 мм)?!
После всех станков полученные части рамок отправляются на сортировку и упаковку. Планки которые сломаны, имеют трещины, неприемлемые дефекты древесины и отклонения от размеров – просто выбрасываются. Во второй сорт попадают изделия с сучками, не приводящими к поломке, и незначительными отклонениями размеров. В первый же сорт попадают изделия с минимальными отклонениями от размеров (до 0,5 мм) без сучков и трещин.
Дополнительно мы можем сделать отверстия в боковых планках рамок.